想要更直观地了解批发镶铜铸铁闸门_诚信厂家产品的细节和特色?我们为您制作了视频,它将带您进入一个比文字更加鲜活的世界。
以下是:尼木批发镶铜铸铁闸门_诚信厂家的图文介绍
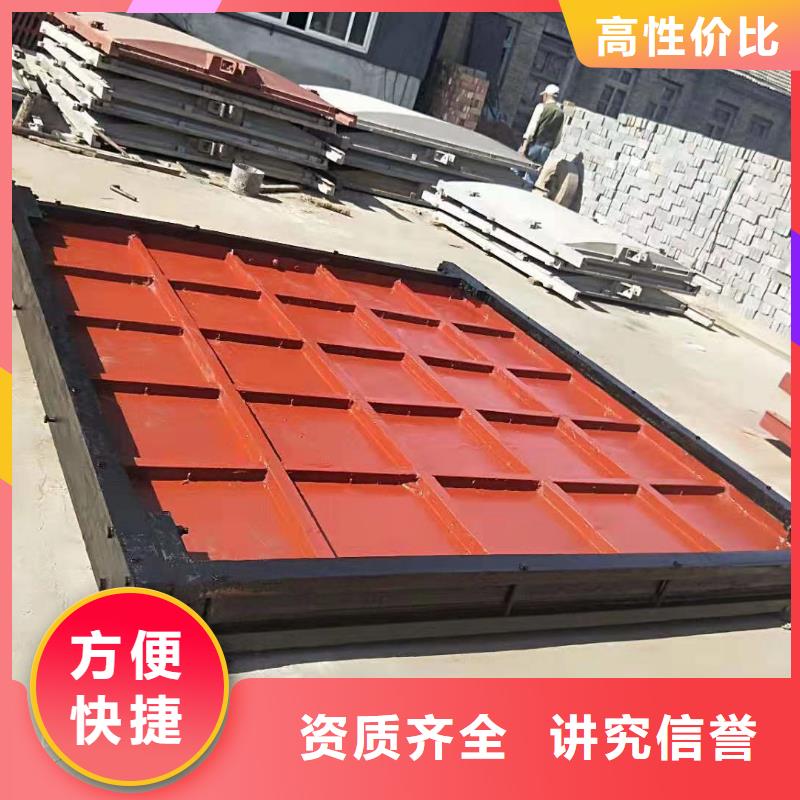
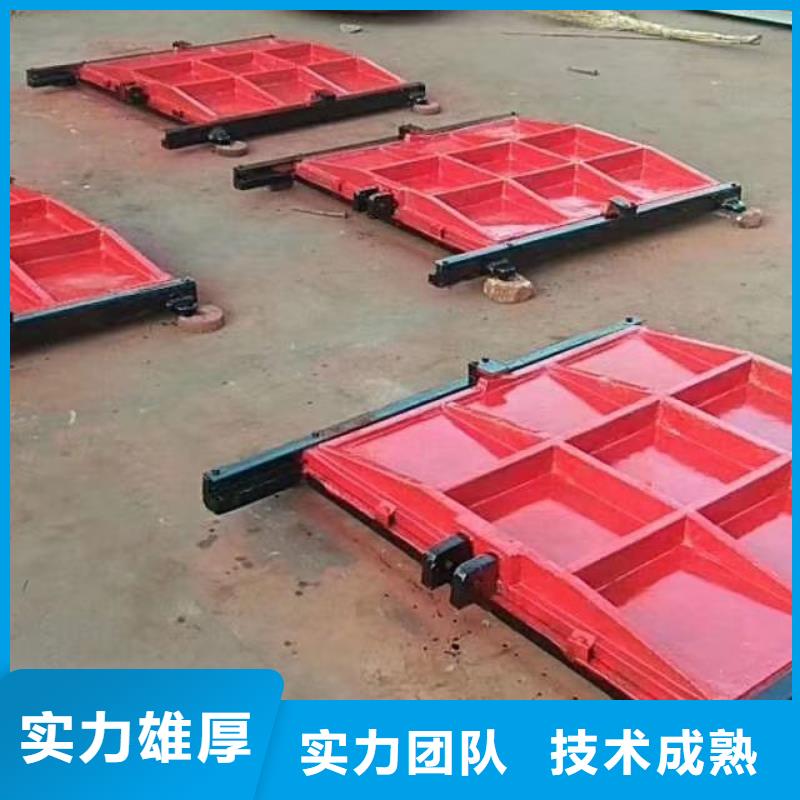
闸门的安装、调试、操作 1.首先安装的前提条件是:闸门孔中心应与启闭机螺杆预留孔保持铅垂,孔口周围的钢板应保持平整,保证在同一平面 2.必须具备的工具有:活板手、电焊机(包括电源)、氧割、汽吊及吊装工具等辅助工具。 3.闸门具体安装方法为,首先将闸门孔与预留孔对齐,并保证两导轨铅垂的,然后再进行焊接(土建预埋钢板与闸门底部钢板间断焊接),焊接好后闸门的四周再进行第二次浇注,不能留有间隙,但也不能影响到闸门的开启。 4.螺杆及启闭机的安装方法:首先应先将螺杆从启闭机预留洞口放至闸门吊耳位置,将螺杆下端与闸门门板的吊耳联接(销轴联接),然后将启闭机底座与电动装置分离(将联接螺栓松开)取出启闭机底座的螺母套,接下来将启闭机底座从螺杆上端套入,装入螺母至启闭机底座,调整机座及螺杆与闸门的垂直位置(必须与闸门轴心调整到同一直线上),接下来装上电动装置(将联接螺栓紧固),再将启闭机座上的连接钢板与预埋板焊接,即完成闸门及启闭机、螺杆的安装。 5. 试验:安装好后启闭2-3次,检查启闭时是否灵活可靠。



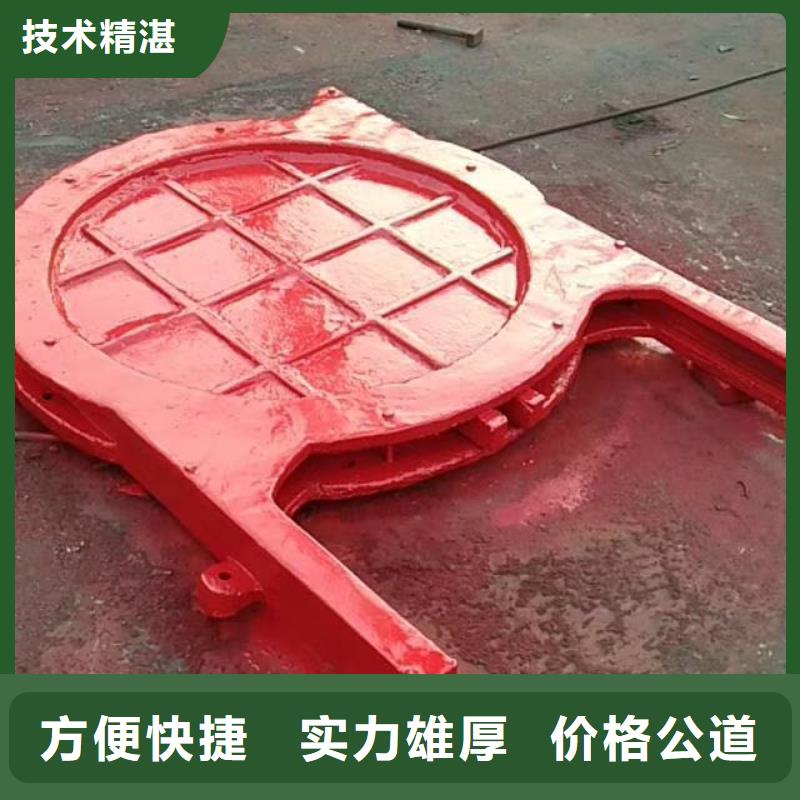
一、清洗表面污垢、灰尘,各润滑点加足润滑剂脂; 二、安装过程中应保证机器与闸门同心度,误差不超过5mm; 三、机器装上,先行空载运行两个全程检查有无反常; 四、试车时先提升100mm,检查各部件有无变形,闸门在门槽中的滑动情况,确认无误后方能继续提升,每提升0.5m再检查一次。当PK1发讯时,表明油泵压力过低,声光报警,停泵检修。螺杆式启闭机调试方式及注意事项: 1、当启闭机在无载荷的情况下,保证三相电流不平衡不超过正负10%,并测出电流值。 2、对于上下限位的调整:当闸门处于全闭的状态时,将上限压紧上行程开关并固定在螺杆启闭机的螺杆上。当闸门处于全开时,将下限位盘压紧下行程开关并固定在螺杆上。 3、对于启闭机的主令操控装置调整,务必保证闸门升降到上、下限位时的误差不超过1cm。



几年来,承蒙社会各界人士的关心和支持,瑞鑫启闭机铸铁闸门清污机钢闸门拍门水工机械厂充分发挥自身优势,积j i面向 液压翻板铸铁闸门、市场,参与竞争, 取得了良好的生态效益、社会效益和经济效益,受到了社会各界的好评,有较好的认知度和美誉度。我们将再接再励,不断加强自身建设。




 扫一扫
扫一扫